Neat cutting oil provides outstanding lubricity to machining process than that of water-based metalworking fluids. There are some advantages to using neat cutting oil: higher lubricity, and smooth surface requirement… but it also has many side effects. One of them I would like to discuss in this topic is Mist from Neat Cutting Oil. In this topic, I would like to concentrate to explain the nature of mist, when we comprehend its generation mechanism, we can find solutions to deal with them. Before reading, I highly recommend readers should prepare a basic knowledge of chemical background since I will prefer making a discussion of a problem nature.
NOTE: THIS TOPIC ONLY DISCUSSES THE FORMATION OF MIST BASED ON CHEMISTRY. THERE ARE OTHER PARAMETERS SUCH AS MACHINING VARIABLES (TOOL SPEED, TOOL SIZE...) AND FLUID VELOCITY WILL CONTRIBUTE TO MIST POTENTIAL IN NEAT OIL.
Written by Steven Nguyen
1. THREE STATES OF MATTER
We live in a world where we can see the change of matter state every second. One of the important things that we can observe is the state of water. There are 3 states of matter knowing is solid, liquid and gas. It is right to all of the matter existing in this globe.

State change is reversible, and there are 6 state changes: melting, freezing, sublimation, deposition, condensation, and vaporization. However, in the limit of the topic, we will focus on almost the reversible transformation of liquid and gas.
2. EVAPORATION AND CONDENSATION
Normally, if the matter is in a liquid state, evaporation always happens even at room temperature. This is reflected through the vapor pressure. The higher the vapor pressure of a substance, the faster the evaporation rate. The higher the vapor pressure of a liquid at a given temperature, the lower the normal boiling point (i.e., the boiling point at atmospheric pressure) of the liquid. Looking at the equation between the state change of H2O between liquid and gas, water is evaporating at room temperature to become vapor, when the vapor faces cold weather, they start to become a small drop of liquid that disperses in the air. We call them smog, frog, or mist. That water droplet particle size is very small, and its particle size determines its stability in the air. It means, how long the air looks transparent again or they will become a bigger droplet falling into the soil.

When we work with base oil which is a mixture of medium and long-chain hydrocarbons, we should know its boiling point is a range of many substances, which will be different from each batch number for the same manufacturer and the same viscosity grade but different manufacturers (GS-Caltex, Formosa, Huyndai Shell). Figure 2 shows that the initial boiling point (IBP) of 150N is ~ 3650C and the ending boiling point is ~ 4900C. Unlike water, the base oil evaporation is quite low at room temperature, but the rate will be speeded up during machining, especially in cutting process.

Evaporation happens when a liquid transforms into a gas at a temperature below the boiling point. The boiling point of a liquid is the temperature where the liquid-vapor pressure is equal to the pressure surrounding the liquid and it starts to become a vapor. Evaporation occurs at any temperature, but boiling point just happens at a specific temperature and pressure.


4. NATURE OF MIST IN NEAT CUTTING OIL
5. STOKES' LAW AND KINETIC STABILITY OF MIST

Stokes's law can be applied to any colloidal system, including mist. The equation shown in Figure 5 provides a fundamental explanation for the kinetic stability of mist. Dynamic viscosity, gravitational force, and air density are fixed. There are 2 parameters that can affect the mist stability: the density of liquid particle and their particle size. We can discuss those 2 parameters in further sections below.
6. CORRELATION BETWEEN BOILING POINT, VOLATILITY, AND MOLECULAR WEIGHT OF BASE OIL - LUBRICANT ADDITIVE
6.1. BASE OIL - HYDROCARBON LIQUID
For polar substances, the boiling point will be affected by hydrogen bond and molecular weight, but for non-polar compounds, it depends almost only on molecular weight (shown in Figure 6). Base oils are a mixture of hydrocarbon solvents having a range of boiling point, the distribution of molecular weights will have an influence on the flash point, Noack volatility, boiling points of a specific base oil of a specific manufacturer, and batch number.

Since many manufacturers of base oil do not show the boiling point of their products in COA, yet the flash point is one of the common parameters that we can find in COA. We can use flash point to predict the initial boiling point and evaporation rate of that base oil when boiling point and Noack volatility are unknown. Theoretically, we can say: the higher the flash point, the higher IBP and lower Noack value (it should be not 100% accurate, but at least we have some information to evaluate). Because the flash point of base oil reflects its volatility and boiling point, we can make a conclusion as below:
- The volatility of Group I > Group II > Group III and the IBP of Group I < Group II < Group III for the same viscosity grade.
- The same base oil classification (i.e., group II): the volatility of 60N > 70N > 150N > 500N, but the IBP of 60N < 70N < 150N < 500N
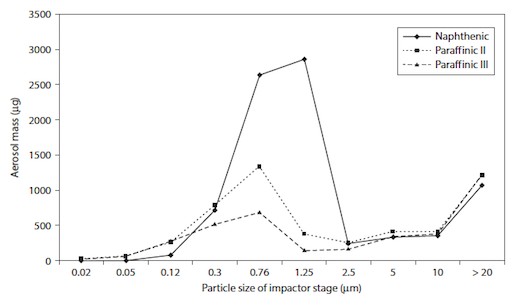
We have mentioned there are 3 mechanisms generating mist in MWF, especially neat cutting oil. The volatility of the fluid has an effect on mist when evaporation and condensation are the dominating mechanisms. Figure 7 demonstrates that naphthenic base oil may not suitable if your oil produces mist. Thus, please kindly look back at the used base oil to see if that is really suitable for the application or not. For cutting, 60N-70N-150N Group I or II is also ok to use. Mixing those base oils is highly recommended as a solution for your oil to reduce mist potential.
6.2. LUBRICANT ADDITIVE
The boiling point of your lubricant additive also has a big influence on the form of mist. Selection of low boiling point of EP additive is one of an issue of mist. For example, Sulfurized Isobutene (i.e., Elco 217 from Italmatch or T321 from China) and longer carbon chain (e.g., Dailube GS-440L from DIC, TPS-32 from Arkema, RC-2540 from Lanxess) can affect on lubricity and evaporation of finished cutting oil. Longer carbon chains of Sulfurized Olefins boost lubricity resulting in lower friction and lower temperature of machining fluids. In addition, because of its high boiling temperature, it also reduces the possibility of additive evaporation.
If the cutting process is not heavy-duty and the metal is not hard, we can consider switching to another EP/AW with a higher boiling point and better lubricity. There are many esters that we can consider using instead of S-EP.
7. HOW TO PREVENT AND CONTROL MIST FROM A CHEMISTRY POINT OF VIEW
7.1. POLYMERS - ANTIMISTING ADDITIVE
There are many lubricant additives on the market that can help to reduce mist potential. The common chemical structure is polyisobutene (PIB). Just a little dosage of high MW PIB can reduce mist potential. You can contact Functional products, Lubrizol, and other PIB manufacturers (i.e., BASF, Braskem, Daelim, INOVYN) for further information.
7.2. CHOOSING THE RIGHT LUBRICANT ADDITIVE
As discussed above, the mist can stem from lubricant additive if you choose the wrong chemical structure of EP/AW additive. Lubricant additives help enhance lubricity, reduce machining temperature, and also reduce evaporation with higher molecular weight. Some applications do not need to select Sulfurized Olefins, you can go with esters or Ca sulfonate for your finished fluids.
--- End ---

